 18086325340
18086325340
一、系统概述
本系统为新型制袋机控制系统。
目前常规制袋机在送袋过程中,每切一个袋子时,送袋需要停止一次,导致送袋不连续,对于切比较长的袋子也有较大影响,而且一种机型只能做专用的袋子。
改良后的新型制袋机增加了平衡辊来跟切刀配合,实现了可以连续不间断送袋切袋,并且也可以切长袋子,做不同种类的袋子。
并且改良后的新型制袋机可以灵活地与其他设备联机,如在制袋机机头部分直接连接一台吹膜机,机尾连接一台收卷机,完成“吹膜—制袋—收卷”的一体化生产。
改良后的新型制袋机的切刀不再是同方向匀速旋转,而是走凸轮曲线正反方向旋转,这样可以针对不同袋子种类,灵活改变切刀的切袋深度。

二、系统配制
2.1 系统配制
型号 | 数量 |
MPS-I-3033-PT (3KW智能伺服) | 2台 |
MPS-I-1521-PT (1.5KW智能伺服) | 2台 |
TPC7062T (昆仑通泰触摸屏) | 1台 |
130ST-M10025 (2.6KW电机) | 2台 |
130ST-M06025 (1.5KW电机) | 2台 |
光电开关 | 3个 |
2.2 技术指标
指标 | 参数值 |
生产速度 | 20--150pcs/min |
生产线速度 | 10—140m/min |
制袋长度 | 200—2500mm |
制袋宽度 | 100—1000mm |
三、系统方案
3.1 工艺流程

3.2 系统方案
拉袋轴、送袋轴分别由两台1.5KW伺服驱动,切刀与平衡辊分别由两台3KW伺服驱动器驱动。
拉袋轴与送袋轴匀速不间断同步送膜,光电开关实时检测,保证膜张力恒定,新增平衡辊与切刀以及拉袋轴以电子凸轮曲线模型相互配合,以实现连续送料,同一台机器做不同种类的袋子。

3.3 三机联机系统
机头_吹膜机出来的囤积的薄膜,通过变频器控制的皮辊,该皮辊把吹膜机跟制袋机隔断开,单独控制送膜速度。变频器控制皮辊送膜的同时,发送脉冲给制袋机的主轴,伺服主轴将接收的脉冲按比例放大,使制袋机整体跟变频器_皮辊速度同步。并且通过光电1、光电2来调整主轴伺服对接收的变频器脉冲的放大比例,以使机头部分跟制袋机之间膜张力稳定。
制袋机给出计数等开关量信号给机尾_收卷机,收卷机根据制袋机给出的开关量信号执行动作收卷、换卷。

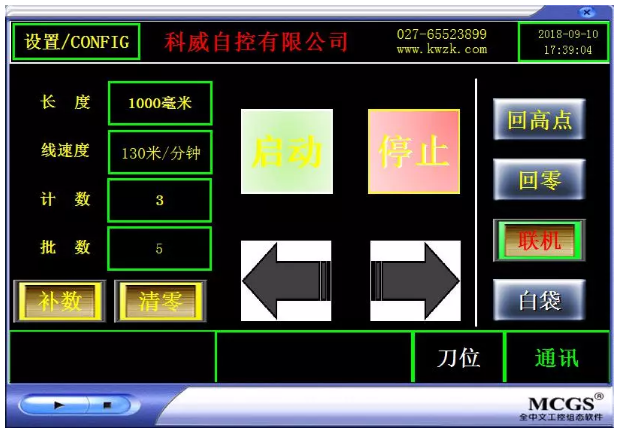
四、功能介绍

本系统支持在线修改袋长、线速度,最大线速度可以达到140米/分钟,最大切速可以达到150切/分钟,送膜过程中不停顿,可以连续送膜;
具备单机切袋模式跟三机联机模式,三机联机模式集“吹膜—制袋—收卷”为一体;
具备色标、白袋两种袋型的选择;
调试方便简单,调试有单机点动、联机点动等辅助功能。

五、总结
该系统充分利用了智能伺服的各运动指令,发挥了智能伺服在运动控制方面集成度高、编程方便的优势,系统中使用了追剪、凸轮、普通制表、回原点、点动、定位、电子齿轮指令;四台伺服之间以电子凸轮的关系相互配合动作,编程上实现了以一条指令完成复杂的凸轮动作的目的,在高速运动时体现了响应速度快的优点。
结构上也发挥了智能伺服的优势,以一台伺服作为主轴,不需要PLC,四台伺服之间以通讯形式完成数据交换,以脉冲信号来控制运动关系,实现结构简单,节约成本的目的。
(KEWEI科威公司根据您设备工艺的需求,设计成套专用控制方案,将完美展现您所需独特优势)
推荐新闻
推荐产品
-
运动控制器
运动控制器
2020-12-31
-

数控系统
数控系统
2020-12-31
-

WPS-0301-24
KEWEI科威文本显示器WPS-0301-24简介 1.供电电源:DC24V 3W 2.显示屏:3.7寸液晶屏,长寿命 3.分辨率:19*64像素(支持4行*12中文字符显示) 4.LCM类型:黄绿屏/蓝屏可选
2021-01-06
-

通用伺服
通用伺服
2021-01-06
-

伺服电机
伺服电机
2021-01-06
-

HMIB32-12M12R
2021-02-02
-

HMIB32-16M16R
2021-02-02
-

HMIB32-16M16T-3PT4AD-2DA
2021-02-02
-

HMIB32-20M20R-3PT4AD-2DA
2021-02-02
-

MPS-I-1021-PT(1KW)
2021-02-02
-

MPS-I-1521-PT(1.5KW)
2021-02-02
-
LP1 -08M08R
LP1 -08M08R
2021-01-09
-

LP1- 14M12R
LP1- 14M12R
2021-01-09
-

LP1-24M16T
LP1-24M16T
2021-01-09
-

LP2-28M20R
LP2-28M20R
2021-01-09